
Engineered for high-speed performance and vibrancy. From eco-friendly water-based solutions to robust solvent systems for flexible packaging.
 class="absolute inset-0 w-full h-full object-cover border-4 border-blue-600/50 rounded-xl"
onerror="this.onerror=null; this.src='https://placehold.co/600x400/1e40af/ffffff?text=Image+Load+Failed';"
/>
class="absolute inset-0 w-full h-full object-cover border-4 border-blue-600/50 rounded-xl"
onerror="this.onerror=null; this.src='https://placehold.co/600x400/1e40af/ffffff?text=Image+Load+Failed';"
/>
Low VOC & Water-Based
Gravure printing utilizes an engraved cylinder to transfer ink onto a substrate. It is renowned for its ability to produce high-density, consistent, and vibrant images for long-run packaging.
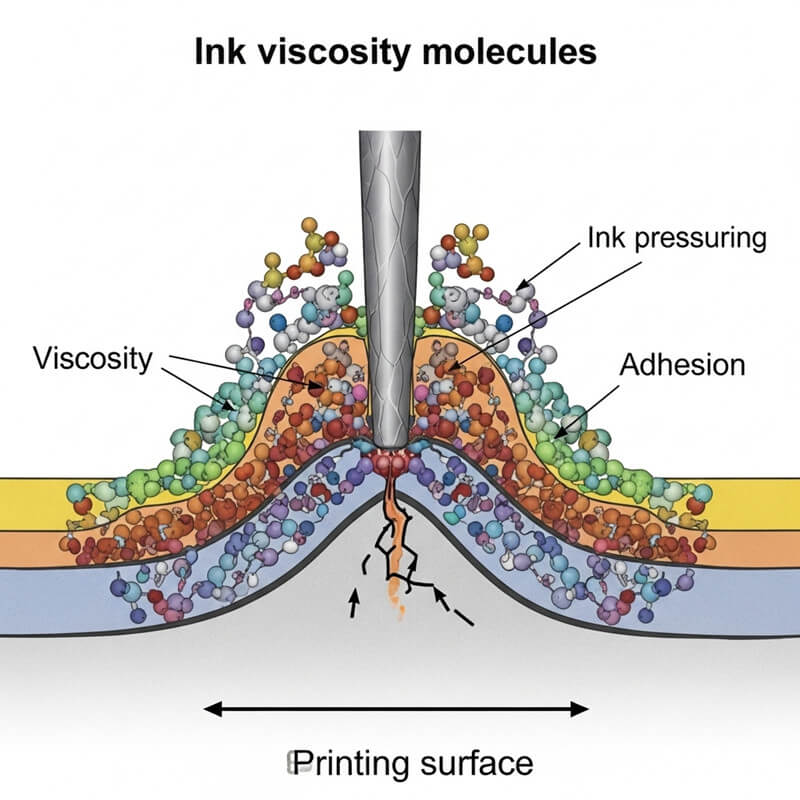
Ink printability refers to the ink's operational performance that matches printing conditions. Success hinges on a precise balance of the following four critical physical characteristics:
To prevent issues like "poor ink delivery" or screening, continuous ink agitation is required to maintain thixotropy, and viscosity must be strictly controlled to match the press speed and substrate type.
The performance of gravure ink relies on a delicate balance of viscosity, adhesion, and thixotropy. Our formulations are engineered using advanced micronized waxes to optimize these properties.
Viscosity is the internal friction of the fluid. In high-speed gravure (100m/min+), lower viscosity is required for proper flow into and out of the engraved cells.
Tip: Measure viscosity at running temperature (25°C typically) for accurate readings.
Cause: Solvent retention, high rewind tension, or insufficient cooling.
Solution: Use faster solvents to ensure drying. Increase cooling drum efficiency. Add wax additives (like PEW-0205B) to improve slip and antiblocking properties.
Cause: Substrate corona treatment level too low (<38 dyne) or ink binder incompatibility.
Solution: Check film surface tension. Use an adhesion promoter (Titanate). Ensure you are using the correct series (e.g., use NT-POC for Polyolefins, not generic paper ink).
Cause: Doctor blade wear, pressure too high, or ink viscosity too high.
Solution: Replace doctor blade. Lower ink viscosity. Check cylinder chrome plating for roughness.
Cause: Ink drying too fast in the cells (Dry-In) or viscosity too high.
Solution: Add retarder (slow solvent like Ethoxy Propanol or Butanol). Lower viscosity to improve flow into cells.